Highly-efficient double-column band saw machines ->
CALIBER ->
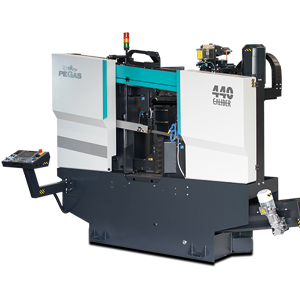
440 CALIBER X-CNC
 440 CALIBER X-CNC / CALIBER
440 CALIBER X-CNC / CALIBER

| mm | 0° | 45° | 60° | -45° | -60° |  |
 |
|---|---|---|---|---|---|---|---|
 |
440 | x | x | x | x | ||
 |
460x400 | x | x | x | x | 460x400 |
 |
 |
 |
 |
 |
|---|---|---|---|---|
| 3x400V | 4,0 | 15-150 | 5360x34x1,1 | 2865 |
| Lmin | Lmax | Bmin | Bmax | Hmin | Hmax | V |
|---|---|---|---|---|---|---|
| 3300 | 3875 | 2022 | 2022 | 2150 | 2190 | 800 |
- It is a highly efficient automatic,band-saw with multiple material feed.
- The machine is designed for vertical
- Conception of bandsaw is FCV= feeder – cut - main vise. Conception FCV enable cut material in automatic cycle with shortest possible end.
- It is suitable for serial production in industrial premises. Due to its robust construction, enables the cutting of a wide range of material qualities, including stainless steels and tool steels.
- The saw is designed for cutting straight bars of steel material.
Control system:
- Machine is equiped with programmable PLC SIEMENS SIMATIC S7-1500. Drive of band blade, movement of arm and movement of feeder are completely controlled and drive by SIEMENS technology.
- The coloured touch screen HMI SIEMENS TP 700 COMFORT enables easy communication with an operator. It shows working conditions (blade speed, moving to the cut, cutting parameters etc.)
- Display size 7´ (93mm x 153mm)
- The machine enables to work with two modes:
- SEMIAUTOMATIC CYCLE: The machine cuts the material immediatelly in a semiautomatic mode. The operator uses the feeder of the machine for the manipulation with the material and for the exact feed of the material into the cutting zone. The movement of the feeder is realized by manual buttons or by GTO function. After starting GTO function the operator sets the position of the feeder, presses START GTO button and feeder goes to the set position.
- AUTOMATIC CYCLE: the feeder feeds the material according to the set programm. The operator sets the cutting programm, machine realizes these programms, it is possible to make thousand different programms. The part of one programm is a complete setting of the cut: blade speed, feed speed, setting of an automatic regulation, setting of the hight of the bar to be cut, setting of the lenght of the bar, angles values and number of pieces. The lenght and number of pieces it is possible to set in 20 lines, the machine feeds differently set lenghts automatically.
- Bandsaw is using ATB system=automatic transport of new bar exactly to cutting zone. Operator of bandsaw doesn´t need to cut the face off. Minimizes time and costs
- Cutting feed rate is regulated by control system by means of the servodriver, servomotor, ball screw and preloaded nut located on the saw arm. This achieves a very precise cutting feed. The operator sets in the program needed feed rate (mm/min) and the machine will set it up.
- Two basic regimes of automatic system regulation (ASR): ARP a RZP.
- RZP = Zone regulation. System enable to cut material in 5 zones, because of setting optional cutting feed and blade speed according on blade position..
- ARP = System of the automatic regulation of the cutting feed rate depending on the cutting resistance of the material or blunting the blade. Systém offers two basic modes of ARP: BIMETAL and CARBIDE.
- The control panel is located on the console in a safe position. The control panel includes a digital display of the saw control system and a high quality foil keypad. The keypad is used to control the basic movements of the saw (movement of the arm, vices and feeder) and to start the saw's working cycle. The control panel is also equipped with a safety button to stop the saw.
- Safety module with autodiagnostics.
- 24V control
Construction:
- The saw is designed to fully support the efficient use of carbide saw blades. The band saw has a robust design to withstand extreme stresses in production conditions. All machine components are designed and optimized to minimize vibrations and allow maximum cutting performance of the machine.
- Saw blade speed range 15 – 150 m/min
- The saw arm moves from top to bottom via 2 linear guide rails with 4 carriages with preloaded ball bearings. The linear guide is mounted on robust columns.
- The arm is a robust weldment and is designed to ensure the necessary rigidity and cutting accuracy
- Movement of frame by linear guideway, sharpen ball screw, preloaded nut, flexible clutch, worm gear and servo-drive.
- The saw blade is guided on robust cast iron pulleys.
- WRS - Reinforcement of pulley mounting - drive pulley mounted directly on the output shaft of the gearbox. The pulley is supported on both sides by a bearing seat =minimizing the load on the shaft seat. The tension pulley is held/tensioned by two hydraulic cylinders at both ends of the centre pin =significant reduction of stress and extension of the life of the bearing. The tension pulley mounting is with zero play=conical bearings secured by KM nut.
- Frame using measuring system for evaluate frame position over material. The upper and lower working position of the arm is set by entering a value into the saw control system
- Bandsaw use for identify position absolute rotational encoder= Isn´t requirement to reference position when machine is switched on.
- Movement of the clamp of the main vise by rail in linear guides by means of a long-stroke hydraulic cylinder. The long-stroke jaw ensures full stroke = clamping of even very small rods. The second jaw is solid. Accessories for an additional charge are a short-lifting jaw = non-contact feeding of curved material. Mounting of the short-stroke jaw on the linear guide. The stroke of the short stroke cylinder is 15mm.
- Control valve for vise pressure adjustment, pressure indication on pressure gauge
- The movement of the feeder is realized by linear guides, ball screw, pre-loaded nut, conversion by belt and servo-drive.
- Automatic regulation speeds of feeder in dependence on weight and accuracy of feeding material.
- The saw operator has the option to manually select one of the five feed speeds
- Precise positioning of feeder solve automatically frequency inverter SIEMENS including setting acceleration and slowdon of movement of feeder before the target position. Incremental rotational sensor for indication position of feeder is part of servo-drive.
- Indication of material in the feeder: optic sensor - it notices that there is a material in the feeder. If the material is not in the feeder, the saw finishes feeding the rest of the bar and waits for the next bar to be inserted.
- There is a roller conveyer which supports material in whole feeded lenght.
- The feeder clamping vice is a robust steel weldment. Jaws ensure safe clamping of the material
- Jaws in feeder are moving in two rails by linear guideway by hydraulic cylinders . One jaw is long-stroke ( feed long-stroke hydraulic cylinder). Second jaw is short-stroke (feed short-stroke hydraulic cylinder). Short-stroke jaw = contactless return movement of the feeder. Advantage when feeding curved material.
- GTO function (goes on position).
- The saw allows multiple feeds. The saw offers 2 basic modes of automatic material feeding:
- NORMAL: the feeder moves between the zero position and the position of the specified feed length.
- INCREMENTAL: the feeder moves to the limit value, clamps the bar and gradually feeds it into the cut.
- Feeder movement modes:
- CONTINUAL: optimal for cutting longer bars
- STEP BY STEP: requires cooperation with the machine operator when picking up short pieces. Each step of the program must be confirmed by the machine operator
- CMU mode: opening of the cutting zone on the feeder side for non-contact movement of the saw blade to the upper position. It is mainly used when using carbide strips.
- The saw blade is driven by a bevel gearbox, asynchronous motor and frequency inverter.
- External fan cooling of the saw blade drive.
- Thermal protection of the electric motor
- Belt guidance in guides with plates and guide bearings and on cast iron pulleys and in the upper part (reverse) the belt is supported by a vibration damper
- The inclination of the saw blade against the plane of the vise is 7 degrees. This ensures higher performance when cutting profiles and bundles and at the same time increases the life of the saw blade
- The saw has a guide on the drive side mounted on a fixed beam. On the tensioning side, the guide is mounted on a sliding beam.
- Blade guide beam adjustable over the entire working range. The movement of the guide is linked to the movement of the vice clamp. It is therefore not necessary to manually adjust its position.
- The guide beam moves by means of a linear guide (2 rails, 3 trolleys) with high load capacity.
- A new way of mounting the guides - a solution with a regulated spacer.
- The space between the saw blade guide and the pulley is provided with a cover to protect the operator from the moving saw blade. The covers also protect the surrounding area from falling chips and cooling emulsion.
- The saw is equipped as standard with hydraulic saw blade tensioning - allowing ideal cutting conditions to be maintained at all times. The tensioning force is provided by 2 hydraulic cylinders.
- Automatic Indication of correct saw blade tension by means of a pressure sensor.
- Cleaning brush driven by electromotor ensures perfect cleaning of the saw blade.
- Cooling system for cutting emulsion, fed into the blade guides and directly into the cutting channel using the flexible LocLine system.
- Robust base with chip tray. The base is designed for handling the saw with a crane
- Microswitches for opening pulley covers.
- Hydraulic unit located outside the base - better cooling and access. The hydraulic unit controls the functions of the saw: opening and closing the main vice and feeder vice, tensioning the belt. The hydraulic oil pump is located outside the oil tank.
- Cover bodywork that covers the movements of the rear of the arm. The body minimises the risk of injury and contamination of the saw's surroundings with chips and cutting emulsion.
- Chip rinsing pistol
- LED strip for work area lighting.
Basic equipment of the machine:
- Saw blade
- Tool set for routine machine maintenance.
- Operating instructions in electronic form on CD.
Do you like this?
Contact us
or send inquiry!
or send inquiry!