Joint band saw machines ->
Semiautomatic band saw machine ->
460x600 SHI-LR
 460x600 SHI-LR / Semiautomatic band saw machine
460x600 SHI-LR / Semiautomatic band saw machine

| mm | 0° | 45° | 60° | -45° | -60° |  |
 |
|---|---|---|---|---|---|---|---|
 |
460 | 460 | 320 | 460 | 320 | x | x |
 |
600x460 | 470x240 | 330x180 | 470x250 | 320x240 | 600x250 | 610x255 (vpravo max |
 |
 |
 |
 |
 |
|---|---|---|---|---|
| 3x400V | 4,0 | 20-100 | 5380x41x1,3 | 1195 |
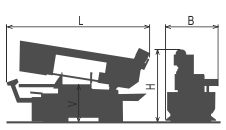
| Lmin | Lmax | Bmin | Bmax | Hmin | Hmax | V |
|---|---|---|---|---|---|---|
| 3200 | 3200 | 1140 | 1140 | 1630 | 2660 | 800 |
- Semiautomatic machine with hydraulic manipulation.
- The machine is designed for cutting of material in vertical and angle cuts, angle cuts are possible to set fluently rom 60° left to 60° right.
- The machine is designed to saw steel materials, but also non-ferrous and light metals. However, we recommend consulting the manufacturer about this option.
Control system:
- The Controler with PLC MITSUBISHI and features an automatic feed control BRP.
- Control panel MITSUBISHI as standard equipment. It uses touch display and PLC, which enable semi automatic cutting (basic setting encluded) as well as communication with operator.
- Controler show lot of information about cutting proces on the display:
- Cutting cycle indication,
- indication BRP,
- indication – blade tightening,
- time of the cut,
- loading of blade in amperes,
- speed of the blade,
- cutting times measuring,
- list of error messages.
- User´s setting:
- autostop of hydraulic unit
- mode of arm moving after end of the cut
- mode fadt moving of the arm
- mode time lag of shift speed
- mode blade moving
- mode jaw moving after cutting cycle finish
- diagnostic of inputs and outputs
- STOP function – cutting : it enables to stop cutting by pressing STOP button at any time. The Frame goes up with the running blade without opening the vice.
- Regulation of shaft speed (moving to cut) is manual and uses throttle valve placed beside control panel. Automatic (safety) regulation of shift speed PEGAS BRP. Principle: Machine will stop after exceeding set loading (defined in ampers).
- The ergonomical control panel is mounted on the movable console. The control panel is equiped with mechanical buttons and digital display of the machine control system. Mechanical buttons controls basic saw movements (arm, vice) and cutting cycle start. The safety button is present on the panel aswell. Buttons for controlling the movements of the machine are part of a high-quality foil keyboard.
Construction:
- The machine is constructionaly designed in that way, so that it corresponds to extreme exertions in productive conditions.
- The arm of the machine is robust, heavy weldment and it is designed so that a toughtness and a precision of cut was ensured.
- The arm is situated in pretightened slide bushes with a teflon friction surface.
- Drive pulley and tighten pulley are both metal castings.
- The upper arm position is handling by the button on control panel. Digital display of upper position in %.
- The down working position of the arm controlled by the miscroswitch. In the end position microswitch is on, arm goes to selected upper position.
- The vice is welded. The jaw is made from cast iron. Jaw ensures the safe clamping of the material.
- Jaws of the main vice move in steel leading.
- Moving jaw of the vice is handled by long stroke hydraulic cylinder.
- Basic part of the vice moves according to the direction of the angle cut setting, fixation is made by the handle.
- Turn table is cust iron. Turn table situated on cone roller bearings.
- Manuall turning of the table for angle cuts, the position of the turntable is fixed by the lever with the excenter. The position of the turntable for vertical cutting is arested automatically by the spring mechanism.
- The angles indicated on the digital display on the control panel MITSUBISHI. Reading of angle by incremental sensor and magnetic tape.
Basic equipment of machine:
- Blade leads using guides with hard metal plates and casting pulleys. Adjustable guides with no-clearance of plates and blade during a cut. Metal plates prestressed by plate-springs
- There is a guide situated on the firm beam on the drive side. On the tightening side there is the guide situated on the moving beam.
- The guide beams of moving band guide is adjustable in whole working range. Manual adjustment and fixing of the guide beams.
- Guide holder moves in adjustabled dovetail groof.
- The saw-band is equipped with a guard, which protects the operator from millings and cutting emulsion.
- Mechanic tightening of the blade.
- Automatic indication of blade tension.
- A cleaning brush for perfect cleaning and function of blade, passive driven by pulley.
- Drive of machine is solved by worm gear box with maintenanceless oil filling. Three-phases electromotor with double winding, with a frequency converter for a fluent regulation of the blade speed from 20 to 100 m/min. Sturdy flange with shaft. Termoprotection of engine.
- The cooling system for emulsion, leaded to the guides of the blade and by LocLine system directly to the cut groove.
- Massive base with a tank for chips. Base is designed for manipulation manipulation with machine by pallet truck and also by any hight lift truck.
- Indication of blade tightening and opening of the cover.
- Controlling 24 V.
- Maschine is equipped with hydraulic system which controles all functions of that maschine. It pushes the arm to cut, pulls up the arm and opens and closes vices.
Basic accessories of machine:
- Band saw blade.
- Set of spanners for common service.
- Manual instructions in eletronic form (CD).
Operating cycle:
After manual adjustment of the jaws the operator starts the cycle with a switch on the control panel. The hydraulic cylinder of the vice grips the material and the saw starts working. The cutting speed of the arm is controlled by a throttle valve. Arm and vice movements after cut finish following set user parameter. The vice opens and the operator can handle the material.
Do you like this?
Contact us
or send inquiry!
or send inquiry!