



 THOR 5 / Thor
THOR 5 / Thor
 2 400 000 Kč
2 400 000 Kč
| mm | 0° | 45° | 60° | -45° | -60° |  |
 |
|---|---|---|---|---|---|---|---|
 |
550 | x | x | x | x | x | |
 |
620x550 | x | x | x | x | 620x350 | 620x410 |
 |
 |
 |
 |
 |
|---|---|---|---|---|
| 3x400V | 15 | 15-150 | 7680x54x1,6 | 7735 |
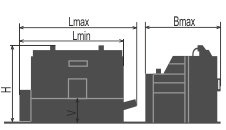
| Lmin | Lmax | Bmin | Bmax | Hmin | Hmax | V |
|---|---|---|---|---|---|---|
| 3740 | 3940 | 2200 | 2200 | 2580 | 2930 | 800 |
- Vysoce produktivní dvousloupová automatická pásová pila s podáváním materiálu.
- Pila je určená pro výkonnostní dělení velmi tvrdých a houževnatých materiálů.
- Pila používá extrémně robustní konstrukci optimalizovanou s cílem zajištění maximální tuhosti a minimálních vibrací. Zdvih ramene i pohyb podavače je realizován pomocí broušených kuličkových šroubů. Stroji zaručuje maximální možnou výkonnost a přesnost.
- Pila je určena pro dělení materiálu v kolmých řezech.
- Nalézá uplatnění v sériové výrobě v průmyslových provozech a vzhledem ke své robustní konstrukci umožňuje dělení široké škály jakostí materiálů včetně nerez a nástrojových ocelí, zejména plných průřezů.
- Pila má koncepci FCV = podavač-řez-hlavní svěrák. Koncepce FCV umožňuje řezat materiál v automatickém cyklu s nejkratším možným zbytkem. Eliminuje nutnost měřit a dořezávat zbytky tyče v poloautomatickém režimu.
Řídící systém:
- Stroj je vybaven programovatelným PLC SIEMENS SIMATIC S7-1200. Pohon pilového pásu, pohyb ramene a pohyb podavače jsou kompletně řízeny a poháněny technologií SIEMENS.
- Barevný dotykový displej - HMI SIEMENS TP 700 COMFORT umožňuje snadnou komunikaci s obsluhou stroje. Znázorňuje pracovní stavy stroje jako rychlost pásu, řezný posuv a stavy jednotlivých pracovních pohybů a informace o řezných programech.
- Pila umožňuje pracovat s dvěma režimy:
- POLOAUTOMATICKÝ REŽIM: Pila okamžitě řeže materiál v poloautomatickém režimu. Obsluha používá podavač pily k manipulaci s řezaným polotovarem a k přesnému posunutí polotovaru do zóny řezu. Pohyb podavače je realizován pomocí manuálních tlačítek, nebo pomocí funkce GTO. Po odstartování funkce GTO obsluha zadává pozici podavače, mačká tlačítko START GTO a podavač se na zadanou pozici posune.
- AUTOMATICKÝ REŽIM: Podavač podává řezaný polotovar na základě zadaného programu. Obsluha nastavuje program řezání a pila poté tyto programy realizuje. Součástí jednoho programu je kompletní nastavení řezu: rychlost pásu, hodnota řezného posuvu, nastavení automatické regulace, nastavení výšky řezané tyče, nastavení délky tyče a počtu řezů. Délku a počet řezaných kusů v jednom programu je možno nastavit ve 20 řádcích. Pila automaticky podá různě zadané délky.
- Pila používá systém ATB = automatický transport nově založené tyče přesně do zóny řezu. Obsluha pily nemusí realizovat zaříznutí materiálu. Minimalizace času i nákladů.
- Regulace řezného posuvu je realizována řídícím systémem pomocí servo ovladače, servomotoru, kuličkového šroubu a předepnuté matice umístěné na rameni pily. Tím je dosažen velmi přesný řezný posuv. Obsluha pily zadá do programu požadovaný řezný posuv (mm / minutu) a pila tento posuv přesně nastaví.
- Dva základní režimy automatického systému regulace (ASR): ARP a RZP.
- RZP = Regulace zón. Systém umožňuje v 5 zónách řezaného materiálu nastavit optimální řezný posuv a rychlost pilového pásu v závislosti na poloze pásu.
- ARP= Systém automatické regulace řezu v závislosti na řezném odporu materiálu nebo otupení pilového pásu. Systém nabízí dva základní režimy ARP: BIMETAL a KARBID
- KKR = kontrola kolmosti řezu. Řídící systém měří odchylku od svislé polohy pilového pásu. Pokud je řezný posuv příliš vysoký (pilový pás se prohýbá a odchyluje od ideální pozice), pila automaticky snižuje posuv a čeká na návrat pilového pásu do optimální polohy. Jakmile pomine nežádoucí prohnutí pilového pásu, řídící systém automaticky zvýší řezný posuv.
- Bezpečnostní modul s autodiagnostikou.
Konstrukce:
- Pila je konstrukčně řešena tak, aby plně podporovala efektivní využití karbidových pilových pásů. Pásová pila má robustní konstrukci umožňující extrémní namáhání ve výrobních podmínkách. Všechny komponenty stroje jsou konstruovány a optimalizovány s cílem minimalizace vibrací a umožnění maximálního řezného výkonu stroje
- Rameno pily se pohybuje prostřednictvím 3 kolejnic lineárního vedení s 6 vozíky s předepnutým uložením kuliček. Lineární vedení je namontováno na robustní sloupy. Umístění lineárního vedení: 2 kolejnice u sloupu u pohonu pilového pásu a 1 kolejnice na sloupu u napínacího mechanismu pilového pásu.
- Rameno je robustní svařenec a je navrženo tak, aby byla zajištěna potřebná tuhost a přesnost řezání.
- Pohyb ramene pomocí lineárního vedení, broušeného kuličkového šroubu, předepnuté matice, pružné spojky, šnekové převodovky a servopohonu.
- Robustní litinové kladky kolmé k rovině řezu. Hnací kladka uložena přímo na výstupní hřídeli převodovky. Kladka je oboustranně podepřena ložiskovým uložením = minimalizace zatížení uložení hřídele. Napínací kladka je na obou koncích středového čepu uchycena/napínaná dvěma hydraulickými válci = výrazné snížení namáhání a prodloužení životnosti uložení. Pohyb napínací desky je realizován pomocí lineárního vedení = zvýšení přesnosti a eliminace vibrací. Uložení napínací kladky je bezvůlové = dvouřadá soudečková ložiska stažená KM maticí.
- Rameno používá systém odměřování pro vyhodnocení polohy ramene nad materiálem. Horní poloha ramene je definována pomocí optického paprsku (vysílací a přijímací čidlo). Pracovní poloha může být též nastavena obsluhou pily numericky do řezného programu.
- Pila používá k určení pozice absolutní rotační enkodér =odpadá potřeba referencování pozice při zapnutí stroje. Dolní pozici lze libovolně softwarově nastavit.
- Hlavní svěrák je robustní ocelový svařenec. Fixuje materiál za řezem. Pozice svěráku umožňuje optimalizaci pohybu třísek skrz pevnou čelist svěráku přímo do vynašeče třísek
- Tvrdokovové rýhované pakny zajišťují bezpečné upnutí materiálu. Pevná čelist je krátko zdvihová (uvolňuje svou pozici při podávání tyče, tím nedochází k opotřebení čelisti a prokluzu materiálu). Krátko zdvihová čelist = bezkontaktní podávání křivého materiálu.
- Pohyb čelistí hlavního svěráku po dvou kolejnicích lineárního vedení, pomocí hydraulického válce. Jedna čelist je dlouho zdvihová. Druhá čelist je krátkozdvihová.
- Regulační ventil pro nastavení tlaku svěráku, indikace tlaku na manometru.
- Pohyb podavače pomocí lineárního vedení, kuličkového šroubu, převod ozubeným řemenem, servopohon.
- Pohyb podavače až k pilovému pásu umožňuje bezezbytkové podávání materiálu v automatickém cyklu.
- Obsluha pily manuálně volí jednu z pěti rychlostí podavače v závislosti na hmotnosti a přesnosti podávaného materiálu.
- Přesné polohování podavače řeší automaticky frekvenční měnič SIEMENS včetně nastavení zrychlení a zpomalení pohybu podavače před cílovou polohou. Inkrementální rotační snímač pro indikaci polohy podavače je součástí servomotoru.
- Indikace materiálu v podavači: optické čidlo oznamuje, že v podavači je materiál. Pokud materiál není v podavači, signál z čidla se odrazí na sklíčku, které je umístěno na pevné čelisti a vrátí se zpět do čidla. Pila přestane podávat materiál a čeká na vložení další tyče.
- Pilou prochází válečkový dopravník podpírající polotovar v celé délce řezu.
- Podávací svěrák je robustní ocelový svařenec. Čelisti zajišťují bezpečné upnutí materiálu.
- Pohyb čelistí podávacího svěráku po dvou kolejnicích lineárního vedení, pomocí hydraulických válců. Jedna čelist je dlouhozdvihová (posuv dlouhozdvihovým hydraulickým válcem). Druhá čelist je krátkozdvihová (posuv krátkozdvihovým hydraulickým válcem). Krátkozdvihová čelist uvolňuje svou pozici při podávání tyče, tím nedochází k opotřebení čelisti a prokluzu materiálu). Krátkozdvihová čelist = bezkontaktní podávání křivého materiálu.
- Pila ve standardním provedení nabízí oboustranné otevření zóny řezu = bezdotykový pohyb pilového pásu z dolní polohy směrem nahoru po dokončení řezu. Tato funkce zajišťuje vyšší životnost pilového pásu. Pohyb otevírající zónu řezu je realizován zpětným pohybem podavačem a hydraulicky ovládaným odskokem destiček vodítka.
- Funkce GTO (jdi na pozici). Pila umožňuje násobné podání. Pila nabízí 2 základní režimy automatického podávání materiálu: Periodický režim: podavač se pohybuje mezi nulovou pozicí a pozicí zadané délky podání. Postupný režim: podavač se posune na limitní hodnotu, upne tyč a postupně ji podává do řezu.
Standardní výbava:
- Vedení pásu ve vodítkách s tvrdokovovými destičkami a naváděcími ložisky, litinových kladkách a v horní části (zpětném chodu) je pás podepřen tlumiči vibrací.
- Hydraulický přítlak pilového pásu ve vodítkách. Umožňuje bezvůlový pohyb pilového pásu při řezu a jednoduchou výměnu pilového pásu pomocí hydraulického rozevření vodítek.
- Pila má na straně pohonu vodítko uložené na pevném nosníku. Na straně napínání je vodítko uloženo na posuvném nosníku.
- Pohyb vodítka je spojený s pohybem čelisti svěráku = zvyšuje se přesnost řezu a prodlužuje životnost pásu.
- Nosník vodítka se pohybuje pomocí lineárního vedení (2 kolejnice, 4 předepnuté vozíky) s vysokou únosností.
- Pilový pás je chráněn kryty, které chrání obsluhu i pracovní prostředí před odpadávajícími třískami a chladicí emulzí.
- Pila je standardně vybavena hydraulickým napínáním pilového pásu, umožňující kdykoli dodržet ideální podmínky řezu. Napínací sílu zajišťují 2 hydraulické válce.
- Automatická Indikace správného napnutí pilového pásu pomocí tlakového čidla, regulátoru a tlakoměru.
- Hydraulický přítlak pilového pásu ve vodítkách. Umožňuje bezvůlový pohyb pilového pásu při řezu a jednoduchou výměnu pilového pásu pomocí hydraulického rozevření vodítek.
- Elektromotorem poháněný kartáč zajišťuje dokonalé čištění pilového pásu.
- Pohon pilového pásu prostřednictvím kombinované převodovky (planetová a kuželočelní) a třífázového elektromotoru s plynulou regulací rychlosti pilového pásu frekvenčním měničem.
- Externí chlazení elektromotoru ventilátorem.
- Chladící systém na řeznou emulzi, vedenou do vodítek pásu a pomocí flexibilního LocLine systému přímo do řezné drážky.
- Robustní podstavec se zásobníkem na třísky a vynašečem třísek. Podstavec je uzpůsoben pro manipulaci s pilou pomocí jeřábu.
- Mikrospínač napnutí pilového pásu a otevření krytu kladek.
- Ovládání 24 V.
- Stroj vybaven hydraulickou centrálou, která ovládá otevírání a zavírání hlavního i podávacího svěráku, přítlak vodítek na pás, odskok vodítek a napínání pásu.
Základní výbava stroje:
- Kompletní karoserie, která kryje pohyby ramene i podavače. Karoserie minimalizuje rizika poranění i znečištění okolí pily třískami a řeznou emulzí.
- Pila má vyplněné dutiny ramene a sloupů polymer betonem. Cílem je maximální pohlcení vysokofrekvenčních vibrací (zvuků) při řezu.
- Vynašeč třísek. Typ: Šnekový tlačný bez středové trubky, vhodný pro vynášení ocelových i nerezových třísek
- Lišta s LED pro osvětlení pracovního prostoru.
- Pilový pás.
- Sada nářadí pro běžnou údržbu stroje.
- Návod k obsluze v elektronické podobě na CD.
Pracovní cyklus:
Po odstartování stroje upnou svěráky, pila provede řez zvolenou rychlostí, v dolní poloze ramene se uvolní zóna řezu, otevře se dlouhozdvihová čelist pevného svěráku, podavač odsune materiál od pevného svěráku, vodítko posune pás do bezdotykové zóny a rameno se zvedne do zvolené horní polohy. Následuje posun materiálu pomocí podavače – periodický (podavač se pohybuje mezi nulovou pozicí a pozicí zadané délky podání) nebo postupný režim (podavač se posune na limitní hodnotu, upne tyč a postupně ji podává do řezu). Hlavní svěrák upne materiál, svěrák podavače zůstává upnutý a celý cyklus se opakuje. Obsluha pouze zakládá polotovar a odebírá nařezaný materiál. Během řezání je možné upravovat rychlost pásu a řeznou rychlost ramene.
nebo pošlete poptávku!